Metal Injection Moulding (MIM) Cuptoare de debavuare - EBO
 Cuptoare de debavuare - EBO")
 Cuptoare de debavuare - EBO")
- Temperatura maximă: 150 °C
- Volum: 120 to 250 litres
-
Pentru debinding catalitic
- Detalii produs
Metal Injection Moulding (MIM) is a modern manufacturing technique that involves injecting a “feedstock” into moulds to create complex shaped metal components. Carbolite Gero offers furnaces and ovens specifically optimized for the heat treatment process steps required by this application.
Turnarea prin injecție a metalelor (MIM) este o tehnică de fabricație care implică injectarea unei "materii prime" în matrițe pentru a crea componente cu forme complexe, cu o rată ridicată de reproductibilitate. Materia primă este un amestec de metal sub formă de pulbere și un liant polimeric care menține materialul laolaltă. Înainte ca piesele să poată fi utilizate, liantul trebuie îndepărtat, iar structura internă a piesei trebuie consolidată; acest lucru se realizează prin supunerea pieselor la tratamentul termic de îndepărtare a liantului (debinding) și sinterizare într-un cuptor sau etuvă.
Liantul (1) și pulberea de metal (2) sunt combinate pentru a crea mixul (3)
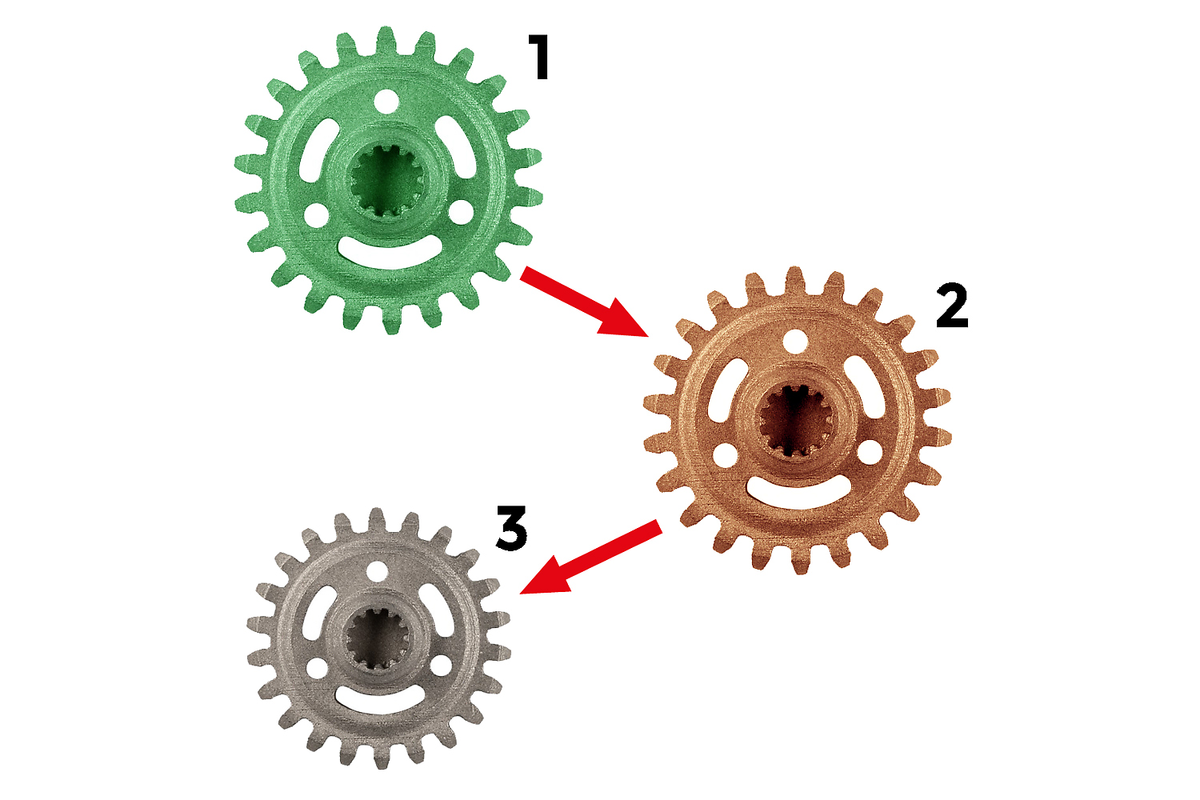
Green part (1) formed by metal injection moulding, brown part (2) after binder removal and finished part (3) after sintering
Example of some finished metal parts produced via metal injection moulding
This is the process of removing the binder from the green part. It can be achieved either catalytically, where the binder is removed using a combination of catalytic additives, solvents, and water, or thermally, which requires heat treatment under a modified atmosphere in a furnace or oven. The method required depends on the type of feedstock used. Components that have been through the this process are subsequently referred to as “brown” parts.
Depending on the type of feedstock used, it may be necessary to both chemically and thermally debind parts. The chemical process will remove the majority of the binder, whilst the thermal process removes the residual binder, also referred to as “backbone binder”. This process is often referred to as “rest debinding”.
Carbolite Gero can provide furnaces and ovens suitable for either catalytic or thermal applications.
This is the process of heat treating Metal Injection Moulding (MIM) components that have first been subject to the debinding process (brown parts). The aim of sintering is to change the internal microstructure of the components to improve their overall density and ultimately, strength. This is achieved by heating the metal parts in a furnace or oven under an inert atmosphere to approximately 20% below the melting point of the metal, allowing the atoms to diffuse through the microstructure and fuse together in a denser formation. During sintering, the metal parts will experience some shrinkage, with a 15-22% reduction in size, depending on the metal used, and the final density of the part.
The temperature profiles, the atmosphere, and the temperature uniformity within the furnace during both, debinding and sintering have to be controlled very accurately to avoid distortion and the formation of cracks and bubbles. The inert or reducing atmosphere is also important to prevent the oxidation of parts.
Liantul principal este indicat cu albastru și poate fi îndepărtat pe cale catalitică.
Liantul din scheletul structurii este indicat cu verde. Acesta poate fi îndepărtat numai pe cale termică, între 300°C și 600°C, într-un cuptor sau o etuvă. Acest proces este adesea realizat sub presiune parțială, ceea ce reduce temperatura datorită presiunii suplimentare exercitate de liantul vaporizat
Îndepărtarea catalitică a liantului poate fi realizată în interiorul cuptorului EBO de la Carbolite Gero.
Acidul azotic (HNO3) se evaporă și este antrenat de un flux de azot în interiorul cuptorului, unde trece peste piesele verzi.
Acidul azotic descompune liantul principal, prin formare de formaldehidă (CH2O), o substanță gazoasă și explozivă în concentrații cuprinse între 7%-73%. Fluxul de gaz direcționează formaldehida către orificiul de evacuare a gazelor din cuptor, unde este apoi arsă în condiții de siguranță cu ajutorul unui postarzător cu flacără.
Exemplu
Piese verzi după îndepărtarea catalitică a liantului (stânga): Diametru: 27.86 mm / Masă: 11.89 g
Piese verzi după sinterizarea completă (dreapta): Diametru: 24 mm / Masă: 11.71 g
➔ Reducerea totală a masei după îndepartarea completă a liantului: 1.5%
The feedstock is injected into the mould and formed into the desired shape. The binder is highlighted in blue and green.
At this point, the MIM part is referred to as the “green part”.
During the catalytic / chemical debinding, the main binder (blue) is removed, leaving only the backbone binder (green), which must be removed thermally in a furnace.
During the rest debinding process, the backbone binder (green) is removed, and the MIM part is now referred to as the “brown part”.
In order to increase the density and strength of the part, it must now be sintered. At this point, the particles are already starting to diffuse and adhere to each other.
During the sintering process, the atoms within the MIM part diffuse through the structure, and fuse together, increasing the overall density of the part.
During sintering in a furnace, the microstructure of the MIM part is noticeably denser, with fewer gaps between atoms. The sintering process results in some shrinkage, with some parts experiencing up to a 22% reduction in size. This is a normal part of the Metal Injection Moulding (MIM) process, and should be accounted for during the initial design of the moulds.
Carbolite Gero offer two main multi-step solutions for the heat treatment of Metal Injection Moulding (MIM) components.
The first option is a combination of the EBO 120 oven and HTK 120 furnace. Catalytic removal of the binder is carried out in the EBO, whilst both thermal debinding and sintering can be performed inside the HTK.
The main benefit of this solution is that the entire process can be carried out using only two furnaces. It is important to note that while initially more cost-effective, removing the binder can be a dirty application which could contaminate and damage the molybdenum or tungsten chamber of the HTK furnace over time.
However, by using an HTK furnace for both binder removal and sintering, it is possible to debind in a hydrogen atmosphere under partial pressure. This is not possible when using the GLO furnace.
Example:
Please note: The cycle times stated are typical values for a specific process. Cycle times will vary depending on individual applications and customer requirements.
The second option is a combination of the EBO 120, GLO 260, and HTK 120. Catalytic removal of the binder is carried out in the EBO, thermal binder removal in the GLO, and sintering in the HTK furnace.
Whilst this solution incorporates an additional furnace into the process, overall it can prove a more cost-effective solution, as the construction of the HTK sintering furnace is protected from contamination, thus maintenance costs are reduced.
Example:
Please note: The cycle times stated are typical values for a specific process. Cycle times will vary depending on individual applications and customer requirements.
Pentru a obține cele mai bune condiții posibile de îndepărtare a liantului din componentele MIM, fluxul de gaz trebuie să fie continuu și turbulent pentru a putea ajunge la toate probele plasate în cuptor. Turbulența ajută la îndepărtarea liantului de pe piesele verzi în timpul procesului de aplicare.
Carbolite Gero a colaborat îndeaproape cu instituții academice pentru a efectua simulări CFD (Computational Fluid Dynamics) pentru a testa și îmbunătăți fluxul de gaz în interiorul camerelor cuptoarelor utilizate în mod obișnuit pentru aplicațiile de turnare prin injecție a metalelor (MIM).
Temperature uniformity is the maximum temperature deviation within the usable volume of the furnace chamber. For example, if the furnace is set to 600°C and it has a stated temperature uniformity of ±5°C, then temperature within the usable volume cannot deviate below 595°C or above 605°C.
Temperature uniformity is crucial during the sintering of Metal Injection Moulding (MIM) components in a furnace, as the aim is to ensure that all parts have an equal amount of shrinkage and density.
Carbolite Gero furnaces are available with multiple heated zones to ensure the temperature inside the chamber is consistent throughout.
Formula for calculation of temperature uniformity:
Carbolite Gero’s HTK furnace range has been designed specifically to optimise large-scale metal injection moulding heat treatment processes. For example, the HTK120 retort enables the operator to load up to three stacks of samples, each comprising 20 trays (380 x 240 x 0.5 mm in size). The distance between trays can be adjusted to accommodate the geometry of a wide range of samples.
The design and configuration of the racking enables gas to flow through each layer and around each MIM part placed inside. To achieve this, four special gas inlet diffusors direct the flow horizontally through the layers of racking. Each inlet is connected to a separate gas flow, the rate of which can be individually set to maximise performance depending on the individual requirements.
A special gas outlet plate is fitted to ensure that the gas is distributed uniformly throughout the volume of the retort chamber of the furnace rather than solely through the centre.
A range of touchscreen controllers and programmers are available, allowing operators to easily input for heat treatment programs. Additionally, predefined programs for (rest-) debinding and sintering of some of the most commonly used materials (316-L, CrMo4, 8620 etc) are available as a standard setting within the controller software. Settings for other materials can be enabled, following consultation with Carbolite Gero.
Carbolite Gero products and services are available via a global network of daughter companies and fully trained distributors. Our staff will be happy to assist with any inquiry you might have.
Contact us for a free consultation and talk to a product specialist to find the most suitable solution for your application needs!
In addition to Carbolite Gero furnaces for heat treatment, Verder Scientific's other product lines offer further solutions for the entire metal injection moulding process as well as additive manufacturing technologies in general:
Există două etape în turnarea prin injecție a metalelor (MIM) care necesită un cuptor: Debinding - pentru a îndepărta liantul din piesa verde și Sinterizarea - pentru a îmbunătăți densitatea și rezistența generală a piesei metalice.
În funcție de fiecare aplicație în parte, sunt necesare de obicei două sau trei sisteme de cuptoare. Unul pentru îndepărtarea catalitică a liantului și apoi fie unul, fie două cuptoare pentru îndepărtarea termică a liantului și sinterizare.
Cuptoarele Carbolite Gero concepute pentru procesele de turnare prin injecție a metalelor prezintă avantaje precum consumul redus de energie, înregistrarea datelor, interfața controlerului cu ecran tactil și manipularea ușoară a liantului rezidual fără a fi nevoie de colectoare de condens. Cuptoarele noastre pentru îndepărtarea catalitică a liantului sunt încălzite cu apă, împiedicând orice condensare a acidului azotic în interiorul unității; casetele noastre de încălzire de înaltă stabilitate asigură funcționarea proceselor de debinding și sinterizare 24/7.
Da, presiunea parțială cu Ar, N2 sau H2 este posibilă. Presiunea poate fi reglată în software-ul controlerului la o valoare cuprinsă între 100 - 1000 mbar. Unghiul de deschidere al unei supape pneumatice este setat pentru a se asigura că presiunea din interiorul vasului cuptorului este menținută la un nivel constant. Pentru modul de presiune parțială a hidrogenului se aplică toate standardele de siguranță necesare și sunt certificate de TÜV.
Uniformitatea excelentă a temperaturii în cuptoarele Carbolite Gero, concepute pentru turnarea prin injecție a metalelor, se obține prin utilizarea unui aranjament simetric al elementelor de încălzire, a mai multor zone de încălzire și a unei retorte etanșe pentru a menține atmosfera modificată. De asemenea, retorta protejează cuptorul de orice liant care se poate condensa în timpul procesului.
În funcție de dimensiunea cuptorului atunci când se utilizează o presiune parțială, liantul este tratat fie prin captarea condensului în cazul cuptoarelor mai mici, fie prin dizolvarea liantului în ulei. Aceasta din urmă este extrem de avantajoasă pentru unitățile mai mari, deoarece efortul consumat cu întreținerea cuptorului este redus drastic în comparație utilizarea captatoarelor de condens.
Carbolite Gero oferă o gamă de cuptoare de diferite dimensiuni pentru debinding catalitic și termic, precum și pentru sinterizarea în procesele de turnare prin injecție a metalelor. La cerere, pot fi furnizate sisteme personalizate de manipulare manuală pentru a transfera piesele de la un cuptor la altul.
Titanul poate fi sinterizat fie într-o atmosferă de argon pur, fie în vid înaintat. Experiența vastă a Carbolite Gero în domeniul tehnologiei vidului ne permite să livrăm sisteme de cuptoare cu cele mai mici rate de pierderi și, prin urmare, cu cele mai mari capacități de vid. În funcție de cerințe, putem echipa sistemele cu accesorii adecvate pentru pompe de vid.
 Background information")
 Cuptoare de debavuare - GLO")
 Cuptoare de sinterizare - HTK")







 debinding")





















